
 Οπτικός προγραμματισμός και έλεγχος εργαλειομηχανής CNC τριών αξόνων
Οπτικός προγραμματισμός και έλεγχος εργαλειομηχανής CNC τριών αξόνων
 |
|  |
| 
| Ευρετήριο Άρθρου |
|---|
| Οπτικός προγραμματισμός και έλεγχος εργαλειομηχανής CNC τριών αξόνων |
| Λογισμικό |
| Όλες οι Σελίδες |
Εισαγωγή
Στην παρακάτω εργασία θα μιλήσουμε και θα αναδείξουμε τον τρόπο και τα βήματα που απαιτούνται για την κατασκευή ενός ελεγκτή αριθμητικού ελέγχου τριών αξόνων υποβοηθούμενου από υπολογιστή. Επίσης θα αναφερθούν πιθανά προβλήματα που δημιουργούνται καθώς και οι λύσεις που ο χρηστής μπορεί να χρησιμοποιήσει για να τα αντιμετωπίσει.
.
Μια δεύτερη πτυχή της εργασίας, εκτός των προβλημάτων που πρέπει να επιλυθούν για την αξιοπιστία της κατασκευής, είναι και ο εύκολος χειρισμός του από τον χρήστη. Για το σκοπό αυτό δημιουργήθηκε το πρόγραμμα VeNC (Visual Enhanced (C)NC ) το οποίο εισάγει τον οπτικό χειρισμό και προγραμματισμό της εργαλειομηχανής, κάνοντας έτσι την κατεργασία μια εύκολη διαδικασία (η αναφορά αφορά τον προγραμματισμό μόνο καθώς η κατεργασία ενός υλικού εξαρτάται από ποικίλους παράγοντες που αφορούν την μηχανική υλικών και απαιτεί αρκετή εξειδίκευση από το χειριστή).
Τέλος μέσα από τα κεφάλαια της εργασίας θα αναφερθούμε σε ένα-ένα αναλυτικά, τα βήματα υλικού και λογισμικού που απαιτούνται για την κατασκευή, τον έλεγχο αλλά και την προστασία των μονάδων.
Σκοπός
Στόχοι
Απαιτήσεις
Το υλικό (Hardware):Βηματικοί κινητήρες
Κύκλωμα οδήγησης (H-Bridge)
Τερματικοί διακόπτες
Παράλληλη θύρα
Επεξεργαστική μονάδα (PC, ελεγκτής)
Το Λογισμικό (Software):
Αναλυτής κώδικα εργαλειομηχανών (G-parser)
Επιφάνεια γραφικών και διασύνδεσης με τον χρήστη (interface)
Γραμμική και κυκλική παρεμβολή χρησιμοποιώντας μόνο ακέραιους αριθμούς
Ανάπτυξη πλατφόρμας πραγματικού χρόνου (για χρήση των ρουτινών παρεμβολής)
-HARDWARE-
Υλικά που χρησιμοποιήθηκαν
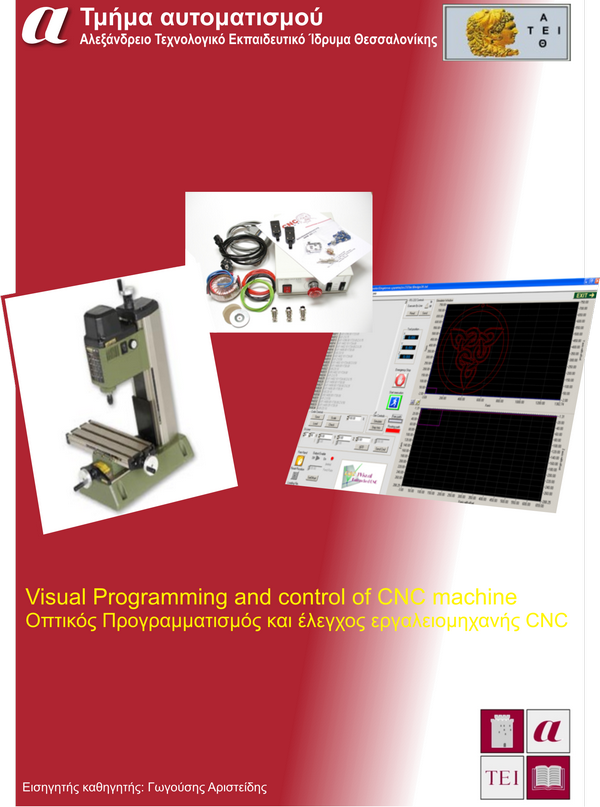
Φρέζα Proxxon MF70
Για την κατασκευή της μηχανής χρησιμοποιήθηκε μια μικρή χειροκίνητη φρέζα της εταιρίας Proxxon. Πρόκειται για το μοντέλο MF70 το οποίο έχει χώρο εργασίας Χ=130mm, Y=45mm, Z=80mm.
Το βήμα του κάθε άξονα είναι 1mm/περιστροφή, ενώ το μοτέρ της κεφαλής είναι έως 22000 rpm.
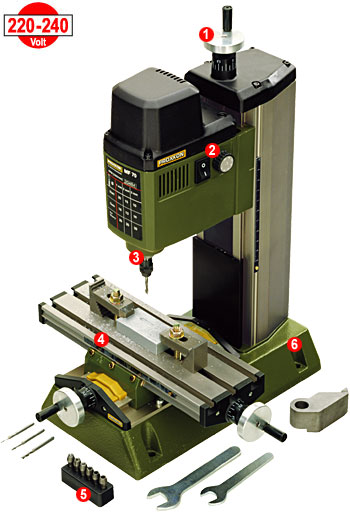
H-Bridge
Η H-bridge και το λογικό κύκλωμα που μετατρέπει τους παλμούς στα pin, dir και step του controller, σε σημα οδηγησης των βηματηκών κινητήρων είναι της εταιρίας CNC-PLUS.DE και επιλέχτηκε με βάση τα χαρακτηριστικά των κινητήρων για κίνηση σε 3 άξονες.
(παρόλο που το κιτ ηταν παραγγελία αποδείχθηκε οτι ο μετασχηματιστής ήταν μικρός για την κατασκευή και αλλαχθηκε με μεγαλύτερο)
Διασύνδεση με PC η uC
Για τη διασύνδεση απευθείας με τον υπολογιστή μέσω της παράλληλης θύρας ή με uC η H-bridge χρησιμοποίει το εξής PinOut:
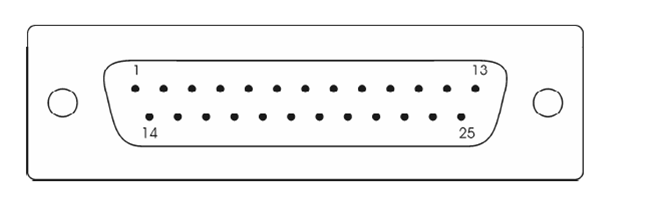
Περισσότερα για την λειτουργιά της παράλληλης θύρας των υπολογιστών. (link)
Βηματικοί κινητήρες
Οι βηματικοί κινητήρες είναι της εταιρίας Sanyo-Denki και έχουν τα εξής χαρακτηριστικά:
Περισσότερα για τον τρόπο λειτουργίας των βηματικών κινητήρων. (link)
-FT232- Μετατροπή USB σε UART (σειριακή)
Μικροελεγκτής
-SOFTWARE-
Λογισμικο
Κάνοντας ευθείες με τον αλγόριθμο Bresenham mid-point line
Αλγόριθμος υπολογισμού ευθείας
Είναι πολύ απλό να σχεδιάσουμε μια ευθεία υπολογίζοντας τα σημεία που απαιτούνται γι’αυτό χρησιμοποιώντας πράξεις κινητής υποδιαστολής.
void draw_line(int x1, int y1, int x2, int y2)
{
int dx = x2 – x1;
int dy = y2 – y1;
float m = dy/dx;
for (int x = x1; x < x2; x++)
{
int y = m*x + y1 + 0.5;
putpixel(x, y);
}
}
Ο προηγούμενος αλγόριθμος βασίζεται στην παραδοχή ότι:
Το πρόβλημα!
Ο αλγόριθμος Bresenham
Ας πούμε ότι θέλουμε να σχεδιάσουμε μια ευθεία μεταξύ δυο σημείων και ας υποθέσουμε επίσης:
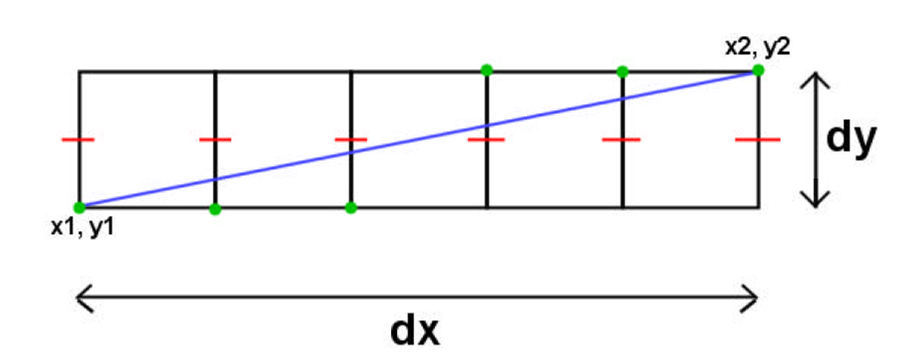
Εξίσωση ευθείας
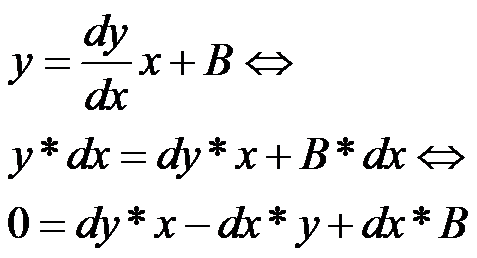
Μπορεί να αποδειχτεί ότι για οποιοδήποτε σημείο πάνω από την γραμμή η εξίσωση γίνεται μικρότερη του 0, ενώ για οποιοδήποτε σημείο κάτω της ευθείας γίνεται μεγαλύτερη.
Έτσι αν ορίσουμε την εξίσωση:
F(x,y)=2*dy*x – 2*dx*y + 2*dx*B
Τότε για κάθε σημείο (x,y) που αναπαριστά ένα μέσο σημείο επιλέγετε το διπλανό ή διαγώνιο σημείο ανάλογα με το αν F(x,y)>0 ή F(x,y)<0
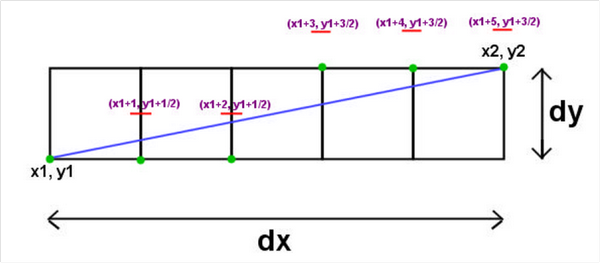
Για το πρώτο μέσο σημείο (x1+1,y1+1/2) μπορούμε να υπολογίσουμε από την F(x,y) αν το επόμενο σημείο θα είναι το (χ1+1, y1) ή (χ1+1,y1+1).
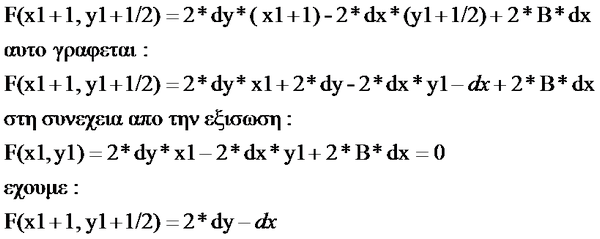
Ονομάζουμε την τιμή αυτή: «αρχική μεταβλητή απόφασης»
D=2*dy-dx
Τώρα για το επόμενο μέσο σημείο έχουμε:
F(x1+2, y1+1/2) ή F(x1+2,y1+1) ανάλογα με την τιμή της μεταβλητής απόφασης
Ας υπολογίσουμε την διαφορά μεταξύ δυο διαδοχικών μέσον σημείων.

Παρατηρήσαμε ότι για την εύρεση του επόμενου διακριτού σημείου που βρίσκεται πιο κοντά στην πραγματική ευθεία απαιτείται μόνο ο υπολογισμός των τιμών incE, incNE, D, ο οποίος μπορεί να γίνει μόνο μια φορά στην αρχή και έπειτα απλά να προστίθεται.
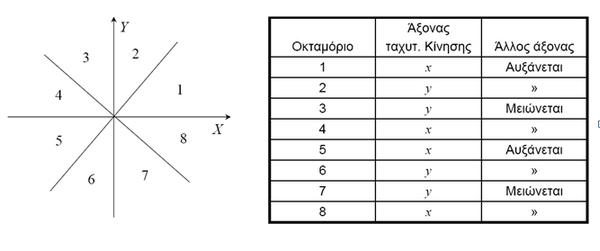
Γενίκευση
πηγή: wikipedia -> bresenham line algorithm
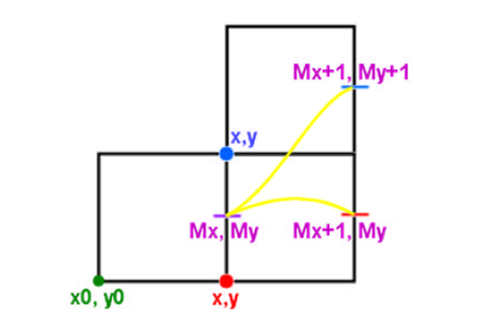
Βέβαια η υλοποίηση του αλγόριθμου για CNC παρουσιάζει διαφορές καθώς το CNC είναι ένα σύστημα που περιέχει έναν όρο ολοκλήρωσης. Σε αντίθεση με έναν υπολογιστή όπου μπορούμε να πάμε σε οποιοδήποτε pixel της οθόνης άμεσα, στο CNC πρέπει να περάσουμε από ΟΛΑ τα ενδιάμεσα σημεία, μεταξύ των δυο ακριανών.
Επίσης οι ρουτίνες που χρησιμοποιούνται από την κατασκευή περιέχουν πληροφορία και για τον τρίτο άξονα (ύψος) κάνοντας έτσι τρισδιάστατη παρεμβολή.
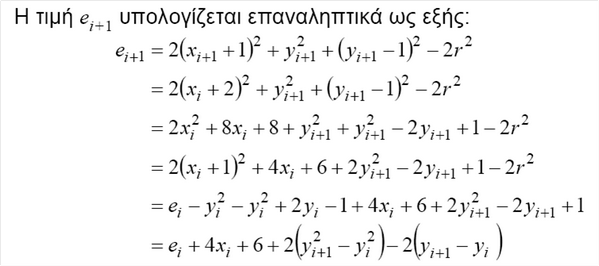
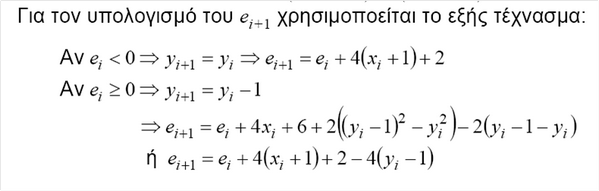
Κύκλος με τον αλγόριθμο Bresenham
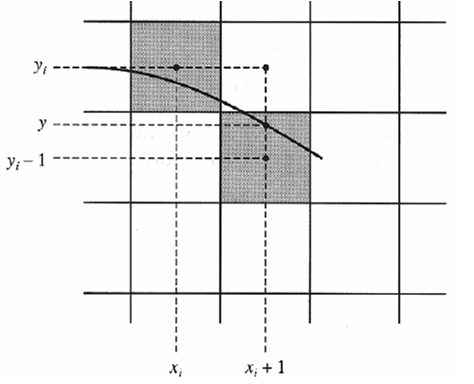
Μεταβλητή απόφασης:
ei=d1-d2 όπου
d1=Yi^2 – Y^2 και d2=Y^2-(Y1-1)^2
Αν ei>0 επιλέγεται το (xi+1,yi-1)
Διαφορετικά » » (xi+1, yi)
Επειδή για x=xi+1 ισχύει y^2=r^2-(xi+1)^2 έχουμε:

-VeNC-
Καρπός της έρευνας είναι το πρόγραμμα VeNC. Το VeNC (από το Visual Enhanced (C)NC) είναι ένα πρόγραμμα γραμμένο σε γλώσσα C/C++, ενώ η τελική του έκδοση περιλαμβάνει συνεργασία με εξωτερικό hardware το όποιο επιτρέπει μεγαλύτερες ταχύτητες και μεγαλύτερη αξιοπιστία.
Μερικά Χαρακτηριστικά της κατασκεύης
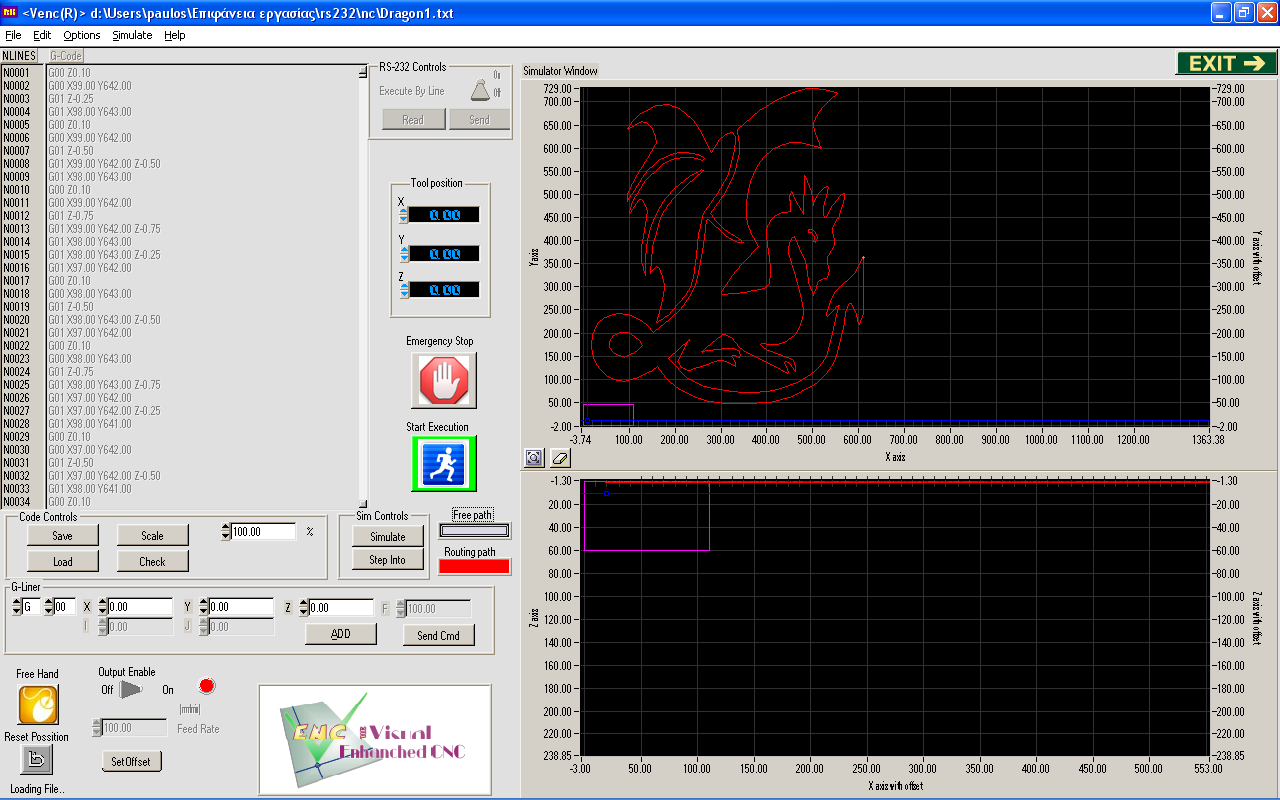
Κεντρική οθόνη του προγράμματος (κάντε κλίκ για μεγένθυση)
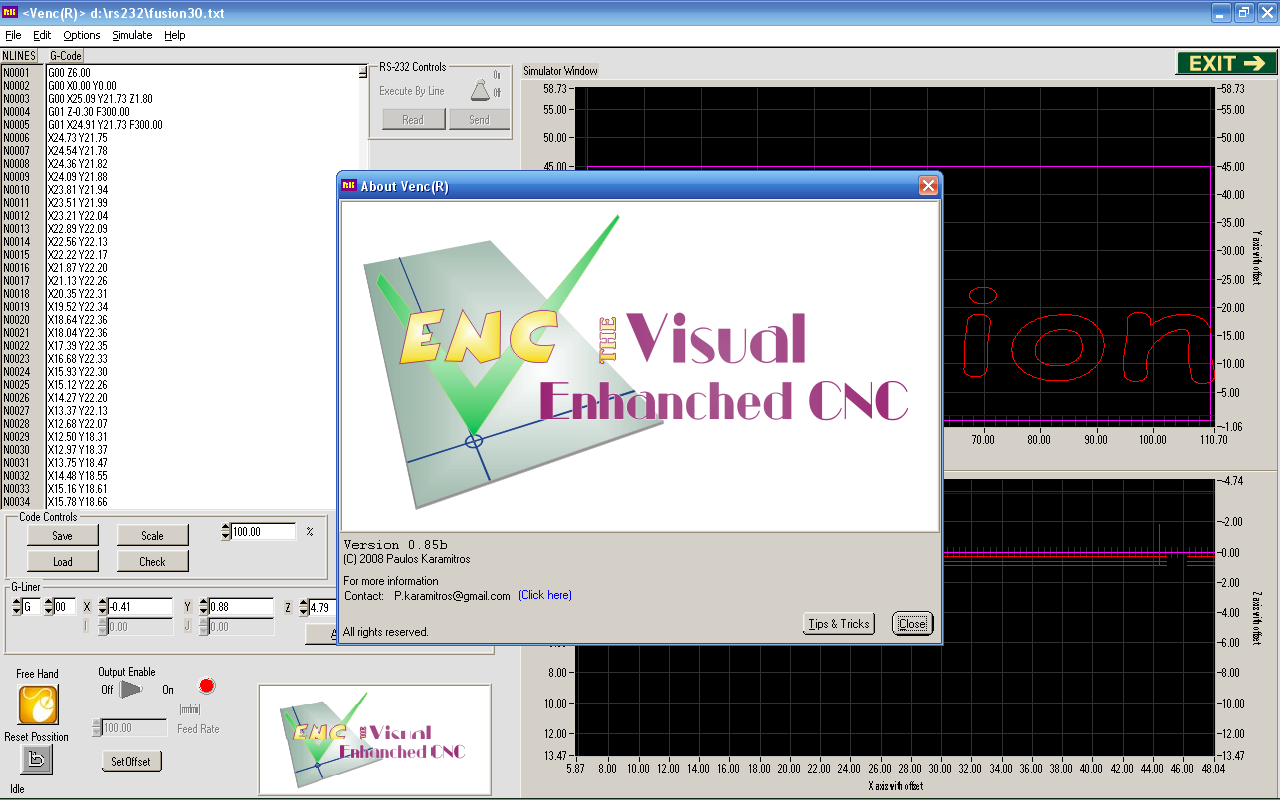
Σχετικά με το πρόγραμμα(κάντε κλίκ για μεγένθυση)
Διασύνδεση
-Επίλογος-
Αποτέλεσμα της εργασίας είναι η επιπλέον εξοικείωση με τα CNC μηχανήματα καθώς και με τον τρόπο τον οποίο δουλεύουν.
Ο κλάδος των CNC είναι ένας κλάδος που γνωρίζει ραγδαία αύξηση στην Ελλάδα και λόγο της συνεχόμενης πτώσης των τιμών τους και αύξηση των δυνατοτήτων τους γίνονται όλο και πιο προσιτά σε μικρότερες επιχειρήσεις επιτρέποντας τες να γίνουν πολύ πιο αποδοτικές και πολύ πιο ποιοτικές στα παραγόμενα προϊόντα τους. Άρα και πιο ανταγωνίστηκες και πιο καινοτόμες με τα ειδή της κατεργασίας. Το CNC είναι το μέλλον όλων των εργαλειομηχανών αλλά και όλων των διεργασιών που απαιτούν αριθμητικό έλεγχο και όχι μονό για κατεργασία υλικών αλλά για οποιαδήποτε διεργασία απαιτεί γρήγορο, αξιόπιστο και με μεγάλες ταχύτητες έλεγχο σε όλους τους τομείς της βιομηχανίας.
-Τέλος-

{kind=link}
{kind=link}